
25年專注于模具研發(fā),、設(shè)計(jì),、加工
青島雪昱專注于注塑加工,塑料加工,青島注塑加工,青島塑料加工,塑料注塑模具等.


聯(lián)系我們








雪昱模具
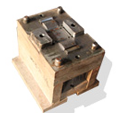
裝有墊板,且用料考究,,強(qiáng)度適中,,不易發(fā)生變形。

劣質(zhì)模具
未裝墊板,,且材料較薄,強(qiáng)度不夠,,容易產(chǎn)生變形。
雪昱模具
接口裝有定位,,可快速進(jìn)行準(zhǔn)確安裝,,省心省力。
劣質(zhì)模具
接口未裝有定位,,安裝較麻煩,且容易錯(cuò)位,,影響使用。
雪昱模具
滑塊用料考究,設(shè)計(jì)合理,,使用久了也不會(huì)出現(xiàn)咬死的情況,。

劣質(zhì)模具
滑塊用料偏軟容易斷裂,,使用久了還會(huì)出現(xiàn)咬死的情況。
雪昱模具
壓條可拆卸,,經(jīng)淬火處理,,強(qiáng)度高,使用久了也不會(huì)變形,,造成脹模。

劣質(zhì)模具
壓條直接焊在模具上,,不可拆卸,,未經(jīng)淬火處理,強(qiáng)度低,,使用久了會(huì)產(chǎn)生變形,造成脹模,。

魯ICP備14030058號(hào)-1 ?注塑加工 技術(shù)支持: 一瞬網(wǎng)絡(luò)





